

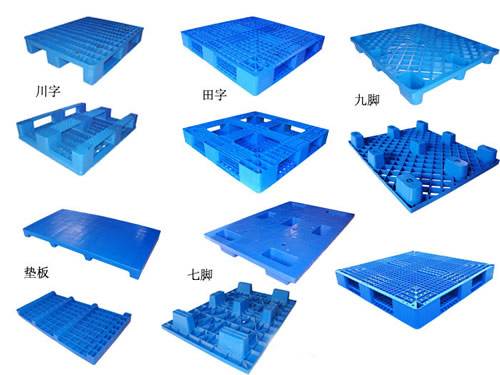
注塑成型托盤原(yuán)料(liào)一般采(cǎi)用(yòng)低壓高密度聚乙烯(HDPE),經注塑一次成型。其原(yuán)材料成本低於吹塑托盤,目前在國內的應用(yòng)普及較廣。注塑(sù)成型適用於成型形狀複雜、剛度要求高的(de)托盤,適用於生產批量大的托盤成型加工。但模具成本高,投資大(dà)。飛邊極少、製品後處理工(gōng)作量很少。成型(xíng)周期短,一般一個周期約3分鍾。製品尺寸精確,表麵質量好。注塑成型(xíng)托盤製(zhì)造工(gōng)藝(yì)過程主要考慮的參數為:
1、合模力;
2、注射量;
3、注射壓力;
4、塑化能力,塑化時間;
5、循環周期(qī);
6、模具:為降低成型合模力,提高製品質量,應采用熱(rè)流道模具。
操作演示
業務經理:18902690067
歡迎來電谘詢注塑托盤生產過程
瀏覽(lǎn): 7350 時間: 2016-09-16
詳細介紹

- 關於黄瓜视频污
- 關(guān)於黄瓜视频污
- 企業(yè)文化
- 聯係方式
QQ在(zài)線客(kè)服
- 朱經(jīng)理
- 鍾經理
版權所有, silktrade.net 電話: 0769-86018992 18902690067 傳真號碼:0769-86381123
版權所有, silktrade.net 粵(yuè)ICP備17020237號